实际饲料生产过程中,常见的水损控制措施主要有三大类。今天,我们逐一分析这三种措施,帮饲料企业筛选出可行的方案。
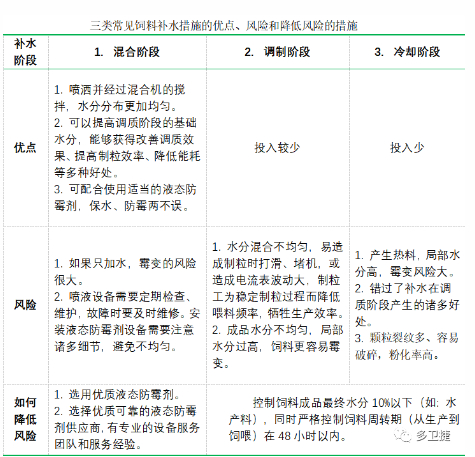
1.饲料混合阶段补充水分
在饲料混合阶段补充水分,综合考虑制粒生产效率、电耗和颗粒质量指标,饲料最佳入模水分为15%-16%[1]。颗粒料调质过程中,每凝结1%优质饱和蒸汽,粉料升温14.5℃-15℃[2]。如果半成品水分较低,如10%,调质阶段的水分也只有13%左右,是很难达到理想入模水分的。
在饲料混合阶段直接添加水分是目前最常见的补水措施,也不失为有效的措施。但是单纯在饲料混合阶段增加水分,因为添加的是游离水,水分在饲料冷却阶段很容易重新损失掉,保水率很低,同时留下的这部分游离水在饲料中分布不均匀,或因昼夜温差变化而发生聚集造成局部水分较高,容易引起饲料霉变[3]。
2.饲料调制阶段添加冷凝水
蒸汽的品质和添加量是影响颗粒成品水分的重要因素。制粒适用的是干饱和蒸汽,不应带有冷凝水。个别饲料厂尝试采取关闭疏水阀等措施适当降低蒸汽的饱和度,通过蒸汽阀门添加冷凝水,提高调质水分。
这种做法的危害很大:调质器是送料的,混合功能很弱。这个阶段添加冷凝水成股喷入调质器,无法在调质阶段混匀,极易造成制粒时打滑、堵机,或造成电流表波动大,制粒工为稳定制粒降低喂料频率,牺牲生产效率。还会造成成品水分不均匀,局部水分过高,饲料更容易发生霉变,得不偿失。
3.颗粒快速冷却
冷却工序常用的是逆流式冷却器,其主要参数为冷却风量和冷却时间。调大风门和调低料位器虽然能快速冷却饲料、减少饲料在冷却过程中的水分损失,但却容易造成“热料”,打包后在包装袋内壁和袋口形成冷凝水,引起饲料发霉。同时过大的风量和过短的冷却时间还容易造成颗粒爆腰,以至颗粒表面裂纹较多,容易破碎,粉化率高。这种措施也是得不偿失。
综上所述,措施2和3会显著提高饲料霉变风险,仅适合成品水分极低、周转很快的料种,如在常规料中使用,看似便宜,实则风险大、损失大,得不偿失。而措施1是较为理想的方式,但也需要平衡好饲料霉变风险和水分的关系。
下一期,笔者将继续深入分析如何平衡饲料霉变风险和饲料水分的关系,敬请关注。